Transformadores




- Serie de los transformadores de dos devanados con los devanados divididos de baja tensión (de tipo TRDN {Transformador de fuerza de tres fases de aceite de dos devanados} con los requerimientos técnicos según GOST 12965).
- Serie de los transformadores de dos devanados (de tipo TRDN {Transformador de fuerza de tres fases de aceite de dos devanados} con los requerimientos técnicos según GOST 12965).
- Serie de los transformadores de tres devanados con los devanados divididos de baja tensión (de tipo TDTN {Transformador con circulación forzada y natural de aire de tres devanados} con los requerimientos técnicos según GOST 12965).
- Transformadores en bloque (de generador) de dos devanados.
- Serie de los transformadores de dos devanados con los devanados divididos de baja tensión (de tipo TRDN {Transformador de fuerza de tres fases de aceite de dos devanados} con los requerimientos técnicos según GOST 17544).
- Serie de los transformadores de dos devanados (de tipo TDN {Transformador de fuerza de tres fases de dos devanados} con los requerimientos técnicos según GOST 17544).
- Transformadores en bloque (de generador).
- Autotransformadores de tres fases (de tipo ATDCTN {Autotransformador de tres fases de aceite de tres devanados} con los requerimientos técnicos según GOST.
- Serie de los transformadores de dos devanados (de tipo TDN {Transformador de fuerza de tres fases de dos devanados}con los requerimientos técnicos según GOST 17544).
- Transformadores en bloque (de generador).
- Autotransformadores de tres fases (de tipo ATDCTN {Autotransformador de tres fases de aceite de tres devanados} con los requerimientos técnicos según GOST 17544).
- Autotransformadores de una fase (de tipo АОDCTN {Autotransformador de una fase de aceite de tres devanados} con los requerimientos técnicos según GOST 17544) – o por demanda.
- Transformadores de tres fases en bloque (de generador).
- Transformadores de una fase en bloque (de generador).
- Autotransformadores de tres fases (de tipo АТDCTN {Autotransformador de tres fases de aceite de tres devanados} con los requerimientos técnicos según GOST 17544) o por demanda.
- Autotransformadores de una fase (de tipo АОDCTN {Autotransformador de una fase de aceite de tres devanados} con los requerimientos técnicos según GOST 17544) – o por demanda.
- Transformadores de tres fases en bloque (de generador).
- Transformadores de una fase en bloque (de generador).
- Autotransformadores de tres fases (de tipo АТDCTN {Autotransformador de tres fases de aceite de tres devanados} con los requerimientos técnicos según GOST 17544) o por demanda.
- Autotransformadores de una fase (de tipo АОDCTN {Autotransformador de una fase de aceite de tres devanados} con los requerimientos técnicos según GOST 17544) – o por demanda.
La planta de producción de los transformadores de alta tensión ha sido fundada por los líderes de construcción de maquinaria energética mundial – las Power Machines OJSC y la corporación «Toshiba» – que tienen muchos años de experiencia en la gestión de los negocios, el alto potencial de producción y construcción.
Los especialistas de la corporación «Toshiba» efectúan el control inmediato en la esfera de garantia de la calidad de producción, de observación de la tecnología de diseño y producción, así como toman parte en la resolución de las cuestiones generales técnicas y de producción.
El empleo de las tecnologías innovadoras de diseño y producción, la introduccion del sistema estricto de control de la calidad garantizan la producción con altas características de explotación.
Las barras de los núcleos magnéticos de los transformadores se producen en las líneas más modernas y completamente automatizadas de trazado y empaquetamiento del acero electrotécnico de la compañía Georg (Alemania), que excluyen el empaquetamiento manual y que permiten el uso eficiente del acero electrotécnico.
Las barras trazadas se meten a presión regular, se impregnan con alquitrán especial de aislamiento y se someten al siguiente tratamiento térmico. Como resultado se garantiza el montaje del sistema magnético sin formar la carga del puente superior con las barras completadas anteriormente, lo que reduce significativamente el nivel de las influencias mecánicas sobre las placas del núcleo magnético.
Durante la producción de los núcleos magnéticos se usan las marcas modernas del acero electrotécnico. El acero electrotécnico antes de la puesta en producción pasa la verificacion en el laboratorio de la planta a la correspondencia de las propiedades eléctricas y aislantes declaradas por la planta productora.
La base existente del equipo moderno tecnológico, incluso el centro mecanizado de fresado y la fresadora cepilladora cuadrilátera de la compañía SCM Group s.p.a. (Italia) permite producir una amplia nomenclatura de las piezas de aislamiento con las características de calidad y precisisón mejoradas.
El empleo del cartón en hojas gruesas con la contracción mínima y de los plásticos laminados de madera de los productores mundiales que van en la cabeza junto con limpieza superior y precisión de tratamiento en los centros automatizados permite alcanzar la calidad superior y la precisión de montaje de las piezas aislantes complejas durante la producción de devanados de los tranformadores y el montaje de las piezas activas, así como garantiza la resistencia electrodinámica elevada.
El empleo de las máquinas bobinadoras modernas de la compañía L.a.e. (Italia) de tipo vertical con el control numérico, y de tipo horizontal con el control de la tensión del alambre, de premoldeado separado axial y radial con el esfuerzo dado, garantiza la producción de los devanados de todos los tipos y construcciones con la calidad superior constante.
El secado de los devanados se efectúa en los hornos al vacío de la compañía Hedrich (Alemania) según tecnología de elaboración al vacío cíclica en la etapa de calentamiento asegurando la presión isoestática dada.
La producción de los devanados se efectúa en un local industrial con la humedad y temperatura reguladas con el control constante del contenido de polvo.
El montaje en bloques de los devanados, así como el montaje primario y secundario de los transformadores con la clase de tensión incluso hasta 750 kV se efectúa en los cuartos especiales «limpios» garantizando el control del contenido de polvo.
Todos los trabajos de montaje se efectúan empleando los estantes aligerados, mecanizados que garantizan la movilidad de producción.
Todos los movimientos de transporte se efectúan con ayuda de las plataformas de transporte de cojin de aire.
El montaje del esquema eléctrico de la parte activa del transformador se efectúa con ayuda del complejo de equipo para el moldeado preliminar y la compresión del alambre garantizando 100% de control de todas las conexiones de una pieza.
El secado de las piezas activas del transformador se efectúa en los hornos al vacío de la compañía Hedrich (Alemania) según tecnología de calentamiento en los vapores de solvente con elaboración al vacío cíclica y garantizando durante el proceso de secado la presión isoestática de los devanados.
Durante la producción de las construcciones metálicas del tanque del transformador se usa el equipo moderno:
- las instalaciones del corte por plasma con el control numérico del trazado del laminado en chapas;
- la instalación para el trazado de laminados seleccionados;
- las instalaciones con el control numérico de las chapas laminadas y de los tubos de sección redonda;
- las máquinas del grupo de taladrar y fresar y de torno para el tratamiento mecánico de las piezas.
En el área de montaje y soldadura las operaciones se efectúan con ayuda de:
- los aparatos para soldar en los gases protectores con el electrodo fusible y no fusible;
- las instalaciones mecanizadas para la soldadura de las juntas longitudinales y anulares.
La preparación y aplicación del recubrimiento sobre las construcciones metálicas se efectúa dentro de las cámaras modernas de limpieza por chorro de granalla y en las cámaras de pintura y secado.
El empleo de los sistemas computarizados de medición durante todas las etapas de pruebas. La introducción en las normas de las pruebas de recepción y entrega de medición del nivel de las descargas parciales comenzando desde la clase de tensión de los transformadores de 110 kV.
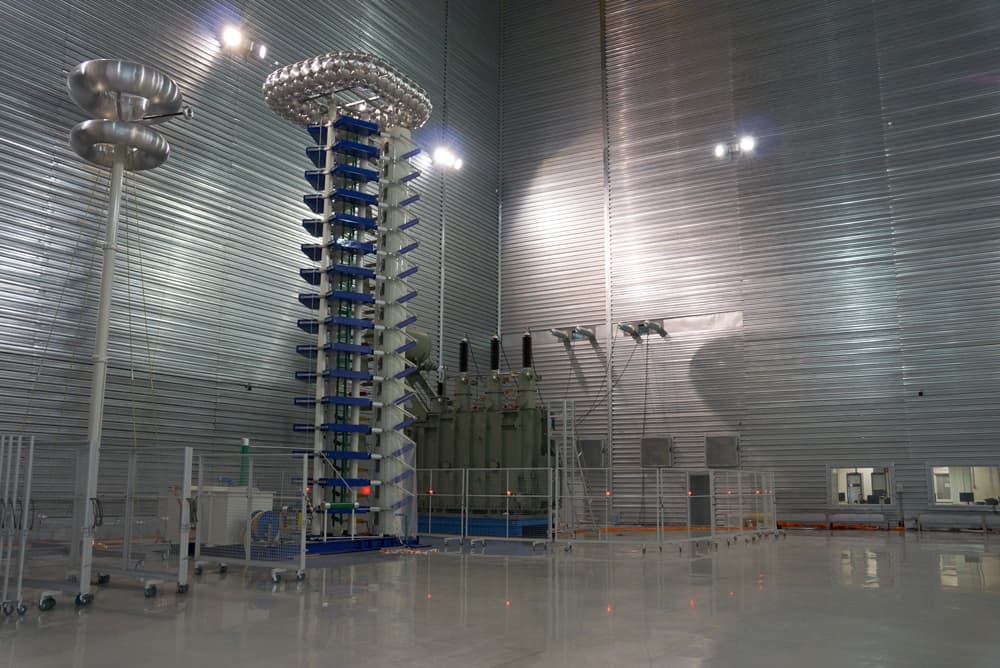
El centro de pruebas está equipado con la batería potente de condensadores, el generador de impulsos de alta tensión, el convertidor de frecuencia potente con la banda desde 50 hasta 200 Hz.
Los sistemas instalados permiten efectuar las pruebas de impulso de alta tensión, las pruebas de recepción y entrega y las pruebas de calentamiento.
Durante la producción se usan:
- los bornes de alta tensión con aislamiento RIP;
- la regulación bajo la carga con los contactos al vacío;
- los secadores de aire que no requieren mantenimiento;
- la sujeción de calidad con la «aplicación galvánica del zinc caliente».
El centro de servicio de la compañía “Power Machines - Toshiba. Transformadores de alta tensión” efectúa el servicio post-venta complejo del equipo entregado:
- la inspección técnica de los trabajos durante el montaje, las pruebas, el ajuste y la puesta en explotación de los transformadores durante el período de garantía;
- el acompañamiento de ingeniería del equipo producido durante todo el período de servicio;
- el montaje de los transformadores dentro de los límites de contratos para la entrega del equipo «llave en mano»;
- la inspección técnica de los trabajos durante la reparación de los transformadores;
- la entrega de las piezas de repuesto;
- la inspección técnica de los trabajos durante el diagnóstico de los transformadores;
- el diagnóstico de los transformadores dentro de los límites de contratos para la entrega del equipo «llave en mano»;
- la colección y análisis de información sobre el estado del parque de transformadores de los sistemas energéticos;
- la participación en el estudio de las alteraciones, de las fallas y de las averías del equipo de transformadores;
- la efectuación en el laboratorio de la planta de los análisis de aceite para el control del estado del transformador durante todo el período de explotación;
- la enseñanza del personal de los consumidores en lo referido a las cuestiones de mantenimeinto técnico de los transformadores durante el período de explotación.